Understanding Crowned Conveyor Rollers: A Comprehensive Guide
Crowned conveyor rollers, also known as center-crowned rollers, are essential components in many material handling systems. They are designed with a slight convexity along their length, creating a self-centering effect for the conveyed material. This prevents lateral movement and ensures efficient, stable transportation. This article delves into the functionality, benefits, applications, and selection criteria of crowned conveyor rollers, providing a thorough understanding for engineers, maintenance personnel, and those involved in conveyor system design. Choosing the right rollers is crucial for optimizing performance and minimizing downtime.
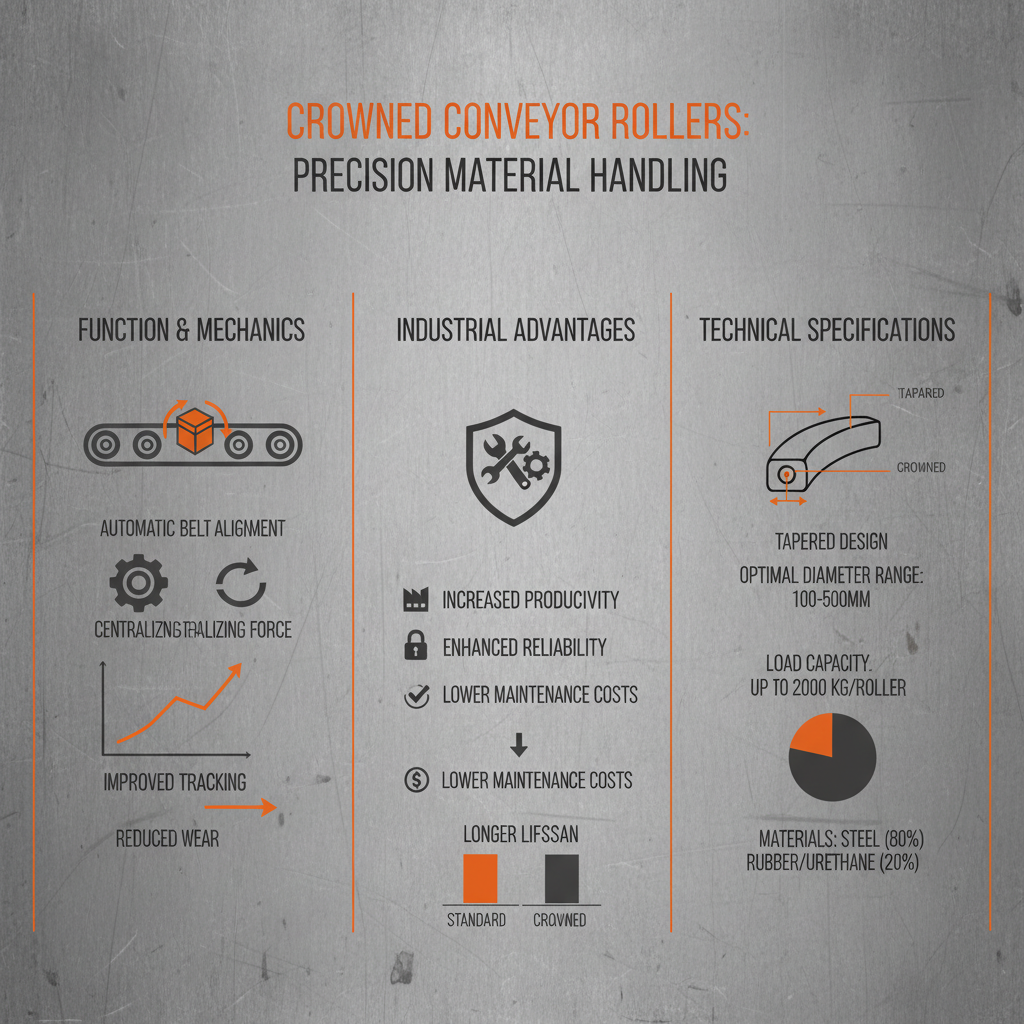
How Crowned Conveyor Rollers Work
The principle behind crowned rollers is simple yet effective. The crown – the slight bulge in the middle of the roller – gently guides the conveyed material back towards the center of the conveyor belt. This self-aligning action counteracts any off-center loading or uneven weight distribution. Without this feature, materials could drift to the sides, causing jams, spillage, and potential damage to the conveyor system. The degree of the crown is carefully calculated based on the type of material being conveyed, the belt width, and the load capacity of the system. This ensures optimal performance and prevents excessive wear on the rollers and belt.
Benefits of Using Crowned Conveyor Rollers
Implementing crowned conveyor rollers offers a multitude of advantages. Firstly, they significantly reduce belt wander, minimizing the need for manual adjustments and reducing downtime. Secondly, they improve tracking, leading to smoother and more consistent material flow. This also reduces the risk of material damage during transportation. Thirdly, they contribute to extended belt life by minimizing edge wear. Finally, the self-centering action reduces the risk of material spillage, improving workplace safety and reducing cleanup costs. JT Conveyor provides a range of high-quality crowned rollers designed to optimize these benefits.
Key Advantages: Reduced belt wander, improved tracking, extended belt life, reduced spillage, and enhanced safety.
Applications of Crowned Conveyor Rollers
Crowned conveyor rollers are utilized across a diverse range of industries. In material handling, they are commonly found in distribution centers, warehouses, and manufacturing facilities. They are essential in baggage handling systems at airports, ensuring efficient and reliable luggage transport. The food processing industry utilizes these rollers for conveying packaged goods and ingredients, maintaining hygiene and preventing contamination. Mining and aggregate industries rely on them for transporting bulk materials in harsh environments. Even in postal sorting facilities, crowned rollers play a critical role in sorting and directing mail efficiently. The versatility of these rollers makes them a valuable asset in countless applications.
Industry Applications:
• Distribution Centers & Warehouses
• Airports (Baggage Handling)
• Food Processing
• Mining & Aggregate
• Postal Sorting
Crowned Conveyor Roller Types and Specifications
Crowned conveyor rollers are available in various materials and configurations to suit specific applications. Steel rollers are robust and durable, ideal for heavy-duty applications. Polyurethane rollers offer excellent wear resistance and are suitable for abrasive materials. PVC rollers are a cost-effective option for lighter loads. The degree of crowning varies, typically ranging from 0.005 to 0.010 inches per foot of roller length. Diameter, length, and load capacity are other key specifications to consider. Here's a comparative overview:
| Roller Material |
Load Capacity |
Wear Resistance |
Cost |
| Steel |
High |
Good |
Medium |
| Polyurethane |
Medium |
Excellent |
High |
| PVC |
Low-Medium |
Moderate |
Low |
Selecting the Right Crowned Conveyor Rollers
Choosing the correct crowned conveyor rollers requires careful consideration of several factors. First, assess the type and weight of the materials being conveyed. Heavier materials require rollers with a higher load capacity. Second, consider the environment in which the rollers will operate. Harsh environments may necessitate corrosion-resistant materials. Third, determine the appropriate degree of crowning based on the belt width and material characteristics. Finally, ensure that the rollers are compatible with the existing conveyor system. JT Conveyor offers expert guidance to help you select the optimal rollers for your specific needs.
Conclusion: Optimizing Conveyor Systems with Crowned Rollers
Investing in high-quality crowned conveyor rollers is a strategic move for any facility relying on material handling systems. By reducing downtime, improving efficiency, and enhancing safety, these rollers deliver a significant return on investment. Choose JT Conveyor for reliable solutions and expert support.
Frequently Asked Questions (FAQs)
What is the typical lifespan of crowned conveyor rollers?
The lifespan of crowned conveyor rollers varies depending on factors like load, operating environment, and maintenance. Generally, well-maintained steel rollers can last for 5-10 years, while polyurethane or PVC rollers may have a shorter lifespan, typically 3-7 years. Regular inspections for wear, damage, and proper lubrication are crucial for maximizing their service life. Early detection of issues can prevent costly breakdowns and ensure continuous operation. The quality of the roller materials and construction also significantly impacts its longevity.
How do I determine the appropriate crowning degree for my conveyor system?
Determining the appropriate crowning degree involves considering several variables. The belt width, the type of material being conveyed, and the expected load are primary factors. As a general rule, a wider belt requires a smaller crowning degree. The crowning degree is usually expressed as inches of crown per foot of roller length. Consulting with a conveyor system expert, like those at JT Conveyor, is highly recommended. They can perform a detailed assessment and recommend the optimal crowning degree for your specific application.
What maintenance is required for crowned conveyor rollers?
Regular maintenance is crucial for ensuring the longevity and optimal performance of crowned conveyor rollers. This includes periodic lubrication of bearings to reduce friction and wear, visual inspections for damage (cracks, dents, wear), and cleaning to remove debris buildup. Tightening loose mounting hardware and ensuring proper alignment are also essential. Following the manufacturer's recommendations for lubrication schedules and inspection intervals is vital. Proactive maintenance prevents unexpected breakdowns and extends the rollers' service life.

















