Hoisting and conveying equipment are the backbone of modern logistics and material handling, playing a crucial role across countless industries. From construction and manufacturing to agriculture and disaster relief, these systems facilitate the safe and efficient movement of goods and materials. Understanding the intricacies of this equipment is paramount for optimizing operations, reducing costs, and ensuring workplace safety. The global demand for efficient material handling solutions continues to rise, fueled by economic growth and increasing complexity in supply chains.
The relevance of hoisting and conveying equipment extends beyond simple transportation. These systems are integral to complex processes like automated warehousing, just-in-time manufacturing, and the delivery of essential supplies in emergency situations. According to the UN, efficient supply chains are critical for achieving sustainable development goals, particularly in addressing poverty and hunger. The increasing need for robust and adaptable infrastructure highlights the importance of continually improving these technologies.
The ability to effectively move materials and products has a direct impact on economic productivity and global trade. The World Bank estimates that improvements in logistics performance can boost a country's GDP by a significant percentage. Consequently, the development and implementation of innovative hoisting and conveying solutions are vital for maintaining a competitive edge in the global market. The challenge lies in finding systems that are not only efficient but also sustainable and adaptable to changing needs.
Introduction to Hoisting and Conveying Equipment
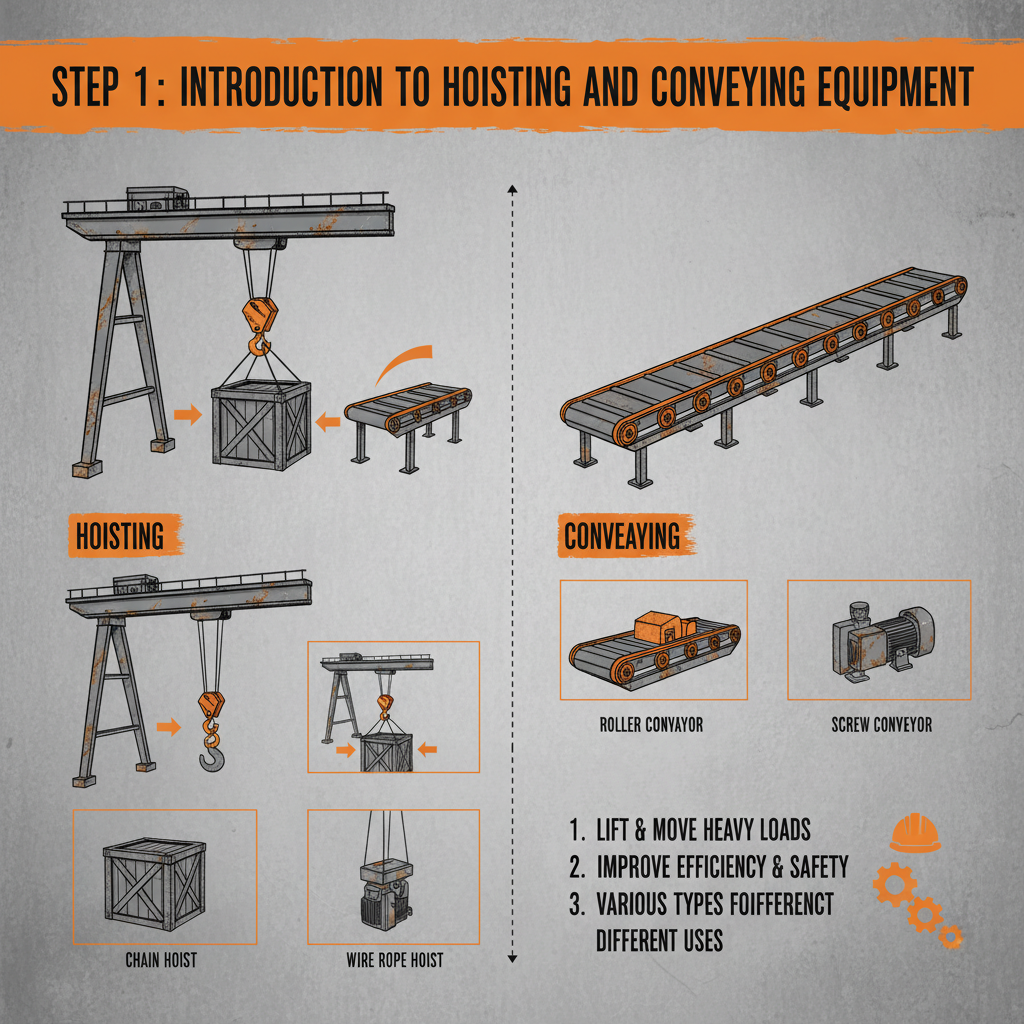
Hoisting and conveying equipment encompasses a diverse range of machinery designed to lift and transport materials, both horizontally and vertically. These systems are fundamental to optimizing workflows and streamlining processes in virtually every sector of the economy. hoisting and conveying equipment isn’t simply about moving items; it’s about controlling the flow of materials to enhance efficiency and productivity.
The evolution of this equipment has been driven by a relentless pursuit of improved safety, speed, and reliability. From simple pulleys and ropes to sophisticated automated systems, the development of hoisting and conveying solutions has mirrored the broader technological advancements of the industrial age. Modern systems often incorporate advanced sensors, control systems, and robotics to achieve unprecedented levels of performance.
Defining Hoisting and Conveying Systems
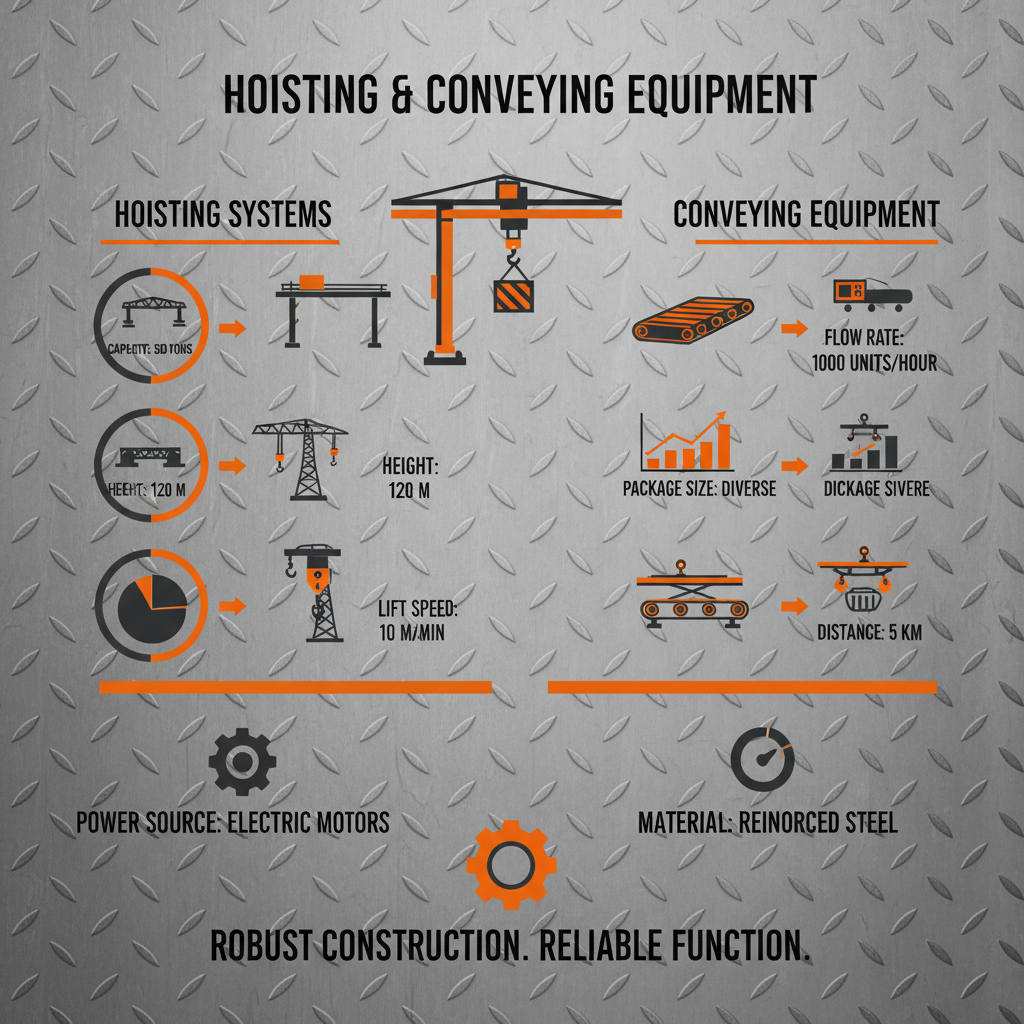
In its simplest form, hoisting refers to lifting a load vertically using mechanical advantage, while conveying involves moving materials horizontally or along a defined path. Hoisting equipment includes cranes, hoists, and elevators, whereas conveying systems encompass belts, rollers, chains, and pneumatic tubes. Often, these two functions are integrated into a single, cohesive system to provide comprehensive material handling solutions.
The connection to modern industry is undeniable. Manufacturing plants rely heavily on these systems for assembly line operations, while warehouses depend on them for efficient storage and retrieval. Even in humanitarian contexts, hoisting and conveying equipment is critical for distributing aid, rebuilding infrastructure, and providing essential supplies to disaster-stricken areas.
Beyond these traditional applications, the integration of these technologies is expanding into emerging fields like vertical farming and space exploration. The ability to precisely control the movement of materials is crucial for achieving success in these innovative endeavors, further solidifying the importance of hoisting and conveying systems in shaping our future.
Core Components of Effective Systems
Durability is a cornerstone of effective hoisting and conveying equipment. These systems are often subjected to harsh conditions and heavy loads, requiring robust construction and high-quality materials. A well-built system minimizes downtime, reduces maintenance costs, and ensures long-term reliability. Investing in durable components is a critical aspect of maximizing return on investment.
Scalability is another essential factor, particularly for businesses experiencing growth or fluctuating demands. The ability to easily expand or modify a system to accommodate changing needs is crucial for maintaining operational efficiency. Modular designs and adaptable components are key to achieving scalability without significant disruption.
Cost efficiency extends beyond the initial purchase price. Factors like energy consumption, maintenance requirements, and operational lifespan all contribute to the overall cost of ownership. Selecting equipment with low energy consumption, minimal maintenance needs, and a long service life can significantly reduce long-term expenses.
Key Factors in System Performance
Safety is paramount when considering hoisting and conveying equipment. Systems must be designed and operated in accordance with strict safety standards to prevent accidents and protect personnel. Features like emergency stop buttons, overload protection, and proper guarding are essential for ensuring a safe working environment.
Reliability is directly tied to uptime and productivity. A reliable system minimizes downtime due to breakdowns or malfunctions, maximizing operational efficiency. Regular maintenance, preventative inspections, and the use of high-quality components are crucial for maintaining reliability.
Performance Comparison of Hoisting Methods
Global Applications & Real-World Use Cases
In post-disaster relief operations, hoisting and conveying equipment is vital for clearing debris, transporting supplies, and establishing temporary infrastructure. Cranes and conveyors are used to move essential goods like food, water, and medical supplies to affected populations quickly and efficiently.
In remote industrial zones, such as mining operations or oil rigs, these systems are essential for handling large volumes of materials in challenging environments. Conveyors transport ore and raw materials, while cranes lift heavy equipment and components, all contributing to increased productivity and reduced operational costs.
Advantages & Long-Term Value Proposition
The tangible benefits of investing in efficient hoisting and conveying equipment are substantial. Reduced labor costs, increased throughput, and minimized material waste all contribute to improved profitability. Furthermore, these systems can enhance workplace safety by automating tasks that were previously performed manually.
Beyond the economic advantages, there’s a significant sustainability component. Optimized material handling reduces energy consumption and minimizes environmental impact. Moreover, reliable systems promote social responsibility by ensuring the safe and dignified movement of goods, contributing to a more ethical and sustainable supply chain.
The long-term value lies in the trust and reliability that well-maintained equipment provides. Businesses can confidently meet customer demands, adapt to changing market conditions, and innovate with the assurance that their material handling systems will perform flawlessly.
Future Trends & Technological Innovations
The integration of automation and robotics is a major trend shaping the future of hoisting and conveying equipment. Automated guided vehicles (AGVs) and robotic arms are being increasingly used to handle materials with greater precision and efficiency, reducing the need for manual intervention.
The shift towards green energy and sustainable practices is also driving innovation. Energy-efficient motors, regenerative braking systems, and the use of renewable energy sources are all contributing to a more environmentally friendly approach to material handling. Digital transformation and the use of IoT sensors are enabling predictive maintenance, optimizing performance, and minimizing downtime.
Expect to see further developments in smart conveyors, self-adjusting cranes, and AI-powered logistics systems that can optimize material flow in real-time, responding dynamically to changing conditions and maximizing overall efficiency.
Analysis of Hoisting and Conveying Equipment Optimization Strategies
| Optimization Strategy |
Implementation Cost (1-10) |
Impact on Efficiency (1-10) |
Maintenance Complexity (1-10) |
| Preventative Maintenance Scheduling |
3 |
8 |
4 |
| Sensor Integration & Data Analysis |
7 |
9 |
6 |
| Automated Lubrication Systems |
5 |
7 |
3 |
| Energy-Efficient Motor Upgrades |
6 |
7 |
5 |
| Modular Conveyor System Adoption |
8 |
9 |
5 |
| Operator Training & Skill Development |
2 |
8 |
2 |
FAQS
The most frequent safety concerns involve load stability, improper rigging, inadequate operator training, and mechanical failures. Regular inspections of all hoisting components, adherence to load limits, and comprehensive operator training are crucial for mitigating these risks. Implementing lockout/tagout procedures during maintenance and ensuring proper communication between operators are also essential safeguards.
Selecting the correct conveyor system depends on factors like the material being conveyed (size, weight, fragility), the distance and route of travel, the required throughput, and the environmental conditions. Belt conveyors are versatile for a wide range of materials, while roller conveyors are ideal for unit loads. Chain conveyors handle heavy or abrasive materials, and pneumatic conveyors are suitable for delicate or granular substances.
Regular maintenance includes visual inspections for wear and tear, lubrication of moving parts, tightening of loose fasteners, and testing of safety devices. Periodic inspections by qualified technicians are essential for identifying potential problems before they lead to failures. Keeping detailed maintenance records and following the manufacturer’s recommendations are also vital.
Automated conveying systems offer numerous advantages, including increased efficiency, reduced labor costs, improved accuracy, and enhanced safety. Automation minimizes manual handling, reduces the risk of errors, and enables continuous operation. Integrating automated systems with warehouse management systems (WMS) further optimizes material flow and inventory control.
Ensure that your equipment conforms to relevant industry standards such as ANSI, ASME, and ISO. Verify that the equipment is certified by a reputable testing agency and that it bears the appropriate markings. Implement a regular inspection and testing program to maintain compliance and ensure ongoing safety.
The lifespan of industrial equipment varies depending on the quality of construction, the frequency and intensity of use, and the effectiveness of maintenance. With proper care, well-built hoisting and conveying systems can operate reliably for 15-25 years or even longer. Regular preventative maintenance and timely replacement of worn parts are essential for maximizing equipment lifespan.
Conclusion
In conclusion, hoisting and conveying equipment forms the essential infrastructure of modern material handling, touching nearly every aspect of global commerce and industry. From enhancing efficiency and reducing costs to prioritizing safety and promoting sustainability, these systems deliver substantial benefits to businesses and communities worldwide. Investing in reliable, adaptable, and intelligently maintained equipment is no longer just a matter of operational effectiveness – it’s a strategic imperative for long-term success.
As technology continues to advance, we can expect even more innovative solutions in the realm of hoisting and conveying, driven by automation, digitalization, and a growing emphasis on sustainability. By embracing these advancements and prioritizing best practices, organizations can unlock the full potential of this critical equipment, ensuring a more efficient, safe, and resilient future. Visit our website at www.jtconveyor.com to learn more about our comprehensive range of hoisting and conveying equipment solutions.